
لماذا يهيمن الألومنيوم على تصميم غلاف المحرك؟
ال غلاف محرك كهربائي من الألومنيوم أصبح الخيار الافتراضي عبر تطبيقات المحركات الصناعية والتجارية والسيارات - وذلك لسبب وجيه. توفر سبائك الألومنيوم مجموعة من الخصائص التي لا يمكن لأي مادة منافسة أن تكررها بشكل كامل: الكثافة المنخفضة، والتوصيل الحراري العالي، ومقاومة التآكل، وقابلية التصنيع الممتازة، كل ذلك بتكلفة تتناسب بكفاءة مع حجم الإنتاج.
في قلب ميزة الألومنيوم تكمن الإدارة الحرارية. يولد المحرك الكهربائي الحرارة بشكل مستمر أثناء التشغيل، ويجب أن يبدد الغلاف تلك الحرارة بسرعة كافية لحماية اللفات والمحامل والعزل من التدهور المبكر. الموصلية الحرارية للألمنيوم تقريبًا 150 - 200 واط/م·ك - ما يقرب من أربع إلى خمس مرات أعلى من الحديد الزهر - يسمح لمصممي المحركات بالحفاظ على درجات حرارة التشغيل ضمن الحدود الآمنة دون زيادة حجم الهيكل أو إضافة أنظمة تبريد خارجية.
عوامل إضافية تدفع التحول إلى أغلفة المحركات المصنوعة من الألومنيوم:
- تخفيض الوزن: تبلغ كثافة الألومنيوم حوالي ثلث كثافة الحديد الزهر. بالنسبة للمنصات المتنقلة - الرافعات الشوكية، والمركبات الكهربائية، والروبوتات الصناعية - فإن كل كيلوغرام يتم توفيره من مبيت المحرك يعمل بشكل مباشر على توسيع نطاق البطارية أو تحسين الأداء الديناميكي.
- مقاومة التآكل: يشكل الألومنيوم بشكل طبيعي طبقة أكسيد واقية، مما يجعله مناسبًا للبيئات الرطبة أو الرطبة أو النشطة كيميائيًا دون طبقات حماية إضافية في العديد من التطبيقات.
- التدريع EMI: تعمل العبوات المصنوعة من الألومنيوم على تخفيف التداخل الكهرومغناطيسي بشكل فعال، مما يحمي إلكترونيات التحكم الحساسة في المحرك من الضوضاء الخارجية ويمنع ترددات التبديل الخاصة بالمحرك من الإشعاع إلى الخارج.
- إعادة التدوير: الألومنيوم قابل لإعادة التدوير بنسبة 100% مع حوالي 5% فقط من الطاقة اللازمة للإنتاج الأولي، مما يدعم أهداف الاقتصاد الدائري المطلوبة بشكل متزايد في أسواق السيارات الأوروبية والآسيوية.
غلاف محرك كهربائي من الألومنيوم: السبائك وطرق التصنيع
ليست كل أغلفة المحركات المصنوعة من الألومنيوم مصنوعة بنفس الطريقة. تحدد عملية التصنيع التفاوتات الممكن تحقيقها، وتشطيب السطح، وسمك الجدار، وفي النهاية الأداء الحراري والهيكلي للجزء النهائي. هناك ثلاث طرق تهيمن على الإنتاج.
يموت الصب
تعد عملية الصب بالقالب عالي الضغط (HPDC) هي العملية الأكثر شيوعًا لعلب المحركات متوسطة إلى عالية الحجم في نطاق 0.5 - 30 كيلو واط. الألومنيوم المنصهر - عادة سبائك A380 أو ADC12 - يتم حقنه في قالب فولاذي عند ضغط يتراوح بين 700 - 1400 بار، مما ينتج عنه جزء شبه شبكي في أوقات دورة تتراوح بين 30 - 90 ثانية. تتيح عملية الصب بالقالب تصميم أشكال هندسية معقدة بما في ذلك رؤساء التركيب المتكاملين، ومصفوفات زعانف التبريد، ونقاط دخول القناة في عملية واحدة. تعتبر نسبة تفاوت الأبعاد ±0.1 - 0.3 مم قياسية، وهي كافية لمعظم مقاسات تجويف المحرك والجرس النهائي.
البثق
البثق produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the رافعة شوكية مقذوف الإسكان المحرك تمت مناقشتها في القسم التالي. تشمل السبائك الشائعة لأغلفة المحركات المبثوقة 6061-T6 و6063-T5 ، تم اختيارها لتوازن قوتها وقابليتها للبثق وإمكانية التشغيل الآلي. يمكن تحقيق سماكة جدار منخفضة تصل إلى 1.5 مم، مما يقلل الوزن دون التضحية بالصلابة الهيكلية.
صب الرمل وصب الجاذبية
بالنسبة لإطارات المحركات الكبيرة - عادةً ما تزيد أحجام الإطارات عن 55 كيلو وات - وللطلبات المخصصة ذات الحجم المنخفض، فإن صب الرمل أو صب الجاذبية (القالب الدائم) يوفر تكاليف أدوات أقل من HPDC. سبائك مثل A356-T6 قياسية، وتوفر قوة شد تتراوح بين 220 - 280 ميجا باسكال بعد المعالجة الحرارية. تشطيب السطح واتساق الأبعاد أقل من طرق القالب أو البثق، لذلك يتم أخذ مخزون الآلات الإضافي في الاعتبار في تصميم الصب.
| عملية | سبيكة مشتركة | التسامح النموذجي | أفضل ل |
|---|---|---|---|
| صب القالب بالضغط العالي | A380، ADC12 | ±0.1 - 0.3 ملم | هندسة معقدة ذات حجم كبير، 0.5 – 30 كيلو واط |
| البثق CNC Machining | 6061-T6، 6063-T5 | ±0.05 – 0.15 ملم | العلب الأنبوبية والمحركات المؤازرة والرافعة الشوكية |
| صب الرمل / الجاذبية | A356-T6 | ±0.5 - 1.5 ملم | إطارات كبيرة (> 55 كيلو واط)، مخصصة ذات حجم منخفض |
مبيت المحرك المبثوق للرافعة الشوكية: أولويات التصميم ومتطلباته
ال رافعة شوكية مقذوف الإسكان المحرك يعمل في واحدة من البيئات الأكثر تطلبًا التي تواجهها حاوية المحرك: الاهتزاز المستمر من أرضيات المستودعات، والتعرض لبخار حمض البطارية، ورذاذ الزيت الهيدروليكي، والتدوير الحراري بين البيئات الداخلية والخارجية، والصدمة الميكانيكية لتأثيرات الحمل. إن تلبية هذه الشروط مع الحفاظ على نظام نقل الحركة مدمجًا وخفيفًا قدر الإمكان، يجعل متطلبات التصميم صارمة بشكل غير عادي.
السلامة الهيكلية في ظل الاهتزاز والصدمة
عادةً ما يتم تركيب محركات الجر والمحركات الهيدروليكية للرافعة الشوكية مباشرة على الهيكل أو الكتلة الهيدروليكية دون عزل الاهتزاز. ولذلك يجب أن يقاوم الهيكل تشققات الإجهاد عند أذرع التثبيت ومقاعد التحميل تحت التحميل الدوري المستمر. 6061-T6 الألومنيوم هو الخيار المفضل لعلب الرافعات الشوكية المبثوقة لأن قوة الشد التي تبلغ 310 ميجا باسكال وقوة الخضوع البالغة 276 ميجا باسكال توفر هامشًا كافيًا لأحمال الصدمات المتولدة أثناء التقاط البليت والسفر فوق ألواح الرصيف. عادةً ما يتم سماكة هندسة شفة التركيب بنسبة 20 - 30٪ بما يتجاوز الحد الأدنى من المتطلبات الهيكلية لاستيعاب التحميل المسبق للمسمار ومنع التآكل المزعج في الواجهة.
الختم وتصنيف IP
تستهدف معظم علب محركات الرافعة الشوكية حماية IP54 أو IP65 — استبعاد كامل للغبار وحماية ضد نفاثات الماء الناتجة عن عمليات غسيل المستودعات. يتطلب تحقيق ذلك باستخدام غلاف من الألومنيوم المبثوق وجوه تزاوج جرس نهائية مُصنعة بدقة (تشطيب السطح Ra ≥ 1.6 ميكرومتر)، وأخاديد دائرية مستمرة، ومثبتات من الفولاذ المقاوم للصدأ لمنع التآكل الجلفاني في الواجهة المصنوعة من الفولاذ والألمنيوم. تستخدم نقاط دخول القناة تركيبات غدد الضغط بدلاً من الضربات البسيطة.
الrmal Management in a Confined Space
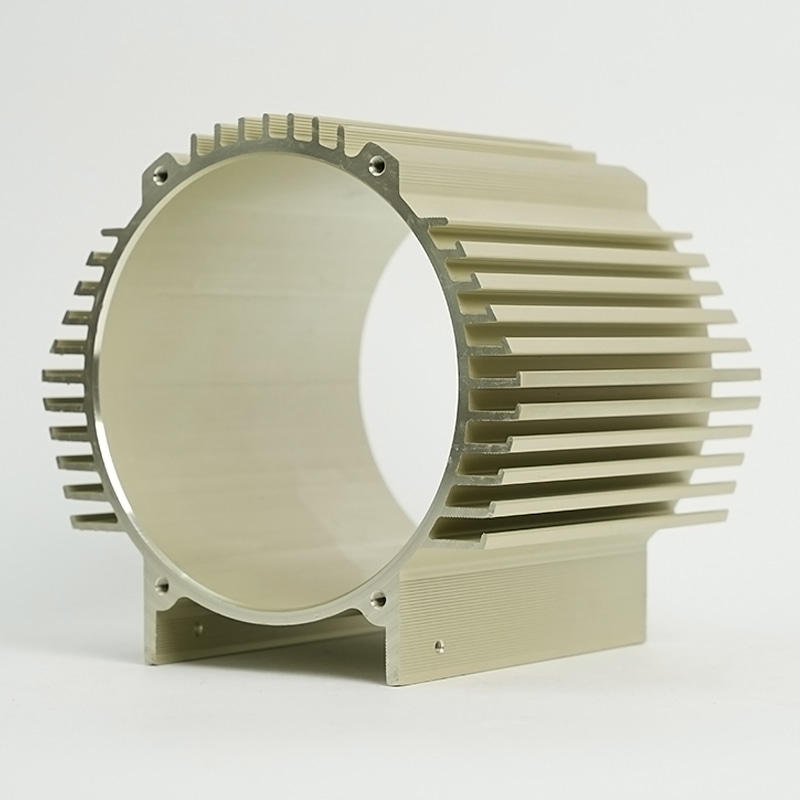
غالبًا ما تعمل محركات الرافعة الشوكية في دورات تشغيل عالية - مما يؤدي إلى تسريع وإبطاء الأحمال متعددة الأطنان بشكل متكرر - مما يولد حرارة كبيرة في حزمة مدمجة ماديًا. يتم دمج العلب المبثوقة لهذا التطبيق بشكل متكرر زعانف خارجية طولية يتم تشكيلها مباشرة في قالب البثق، مما يزيد من مساحة السطح للتبريد الحراري بنسبة 60 - 120٪ مقارنة بأسطوانة ذات جدار عادي ذات أبعاد مكافئة. تضيف بعض التصميمات أخاديد حلزونية داخلية أو قنوات محورية تسمح بالتبريد السائل القسري عندما يتطلب التطبيق ذلك.
غلاف محرك مضخة الألومنيوم: مقاومة التآكل وتوافق السوائل
ال غلاف محرك مضخة الألومنيوم تشترك في العديد من مبادئ التصميم مع أغلفة المحركات الكهربائية العامة، ولكنها تواجه مجموعة فريدة من تحديات التوافق الكيميائي الغائبة عن معظم المحركات التي تعمل في البيئة الجافة. اعتمادًا على الوسط الذي يتم ضخه - الماء، أو مياه الصرف الصحي، أو المواد الكيميائية الزراعية، أو الوقود، أو السوائل الغذائية، أو السوائل الصناعية المسببة للتآكل - يمكن أن تكون البيئة الخارجية حول مبيت المحرك شديدة العدوانية.
اختيار السبائك للبيئات الرطبة
في تطبيقات المياه العذبة النظيفة أو مضخات المياه المبردة HVAC، بشكل قياسي A380 مصبوب أو 6061 من الألومنيوم المبثوق يعمل بشكل جيد دون أي علاج إضافي. ومع ذلك، التطبيقات التي تنطوي على:
- ماء البحر أو الماء المالح: تتطلب سبائك سلسلة 5000 (على سبيل المثال، 5052، 5083) مع محتوى أعلى من المغنيسيوم لمقاومة الكلوريد، أو بأكسيد 6061 مع أنودة مختومة بسمك ≥ 25 ميكرومتر.
- الكيماويات الزراعية أو الأسمدة: غالبًا ما تشتمل على مركبات الأمونيوم التي تهاجم طبقات أكسيد الألومنيوم القياسية؛ يعد طلاء مسحوق الإيبوكسي أو طلاء PTFE المقاوم للمواد الكيميائية فوق غلاف الألومنيوم ممارسة قياسية.
- تجهيز الأغذية والمشروبات: تتطلب أسطحًا مؤكسدة أو مطلية متوافقة مع إدارة الغذاء والدواء الأمريكية (FDA)، مع عدم وجود ألومنيوم خام مكشوف يمكنه الاتصال بتيار المنتج؛ تصميمات خارجية خالية من الشقوق تمنع إيواء البكتيريا.
التصاميم الغاطسة مقابل التصاميم المغلقة
تنقسم علب محرك المضخة على نطاق واسع إلى نوعين من التثبيت. محركات المضخات المقربة يتم تركيبه مباشرة خلف رأس المضخة بعمود مشترك؛ يتعرض غلاف المحرك للرذاذ والبخار ولكن ليس مغمورًا، لذا فإن أغلفة الألمنيوم القياسية المصبوبة بتصنيف IP55 تكون مناسبة بشكل عام. محركات المضخات الغاطسة تتطلب أن يعمل الغلاف كوعاء ضغط - يجب أن يتحمل غلاف الألومنيوم الضغط الهيدروستاتيكي الخارجي (عادةً من 3 إلى 10 بار لمضخات البئر) مع الحفاظ على سلامة مقاومة الماء في جميع واجهات الغلق. تتبع حسابات سمك الجدار للعلب الغاطسة رموز تصميم أوعية الضغط (ASME القسم VIII أو EN 13445)، مع تطبيق عوامل الأمان من 3 إلى 4× على ضغط التصميم.
المعالجات السطحية لعلب الألمنيوم لمحرك المضخة
ال right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- أنودة صلبة (النوع الثالث): تنتج طبقة من أكسيد الألومنيوم بقطر 25 - 75 ميكرومتر مع صلابة فيكرز تبلغ 400 - 600 فولت. مثالي للأسطح المعرضة للتآكل والبيئات الكيميائية المعتدلة. فعالة من حيث التكلفة للسبائك 6061 و6063.
- طلاء مسحوق الايبوكسي: 60 - 100 ميكرومتر سمك الفيلم؛ مقاومة ممتازة لرذاذ الملح (1000 - 3000 ساعة طبقاً لمعيار ASTM B117)؛ مناسبة للمناطق الزراعية والبحرية. يتطلب إعدادًا شاملاً للسطح (تحويل الكرومات أو المعالجة المسبقة بالزركونات).
- طلاء النيكل اللاكهربائي: طلاء موحد يمكن تحقيقه على الأشكال الهندسية الداخلية المعقدة؛ يوفر مقاومة للتآكل والتآكل في محركات مضخات العمليات الكيميائية حيث تكون الأنودة غير متوافقة مع المنحل بالكهرباء.
- طلاء تحويل الكرومات (ألودين / إيريديت): طلاء موصل رقيق (1 - 5 ميكرومتر) يستخدم بشكل أساسي كطبقة أولية أو للمبيتات ذات التداخل الكهرومغناطيسي الحرج حيث يجب الحفاظ على موصلية السطح عبر الغلاف بأكمله.
تحديد غلاف محرك من الألومنيوم: قائمة مراجعة المعلمات الرئيسية
سواء كان مصدر غلاف محرك كهربائي من الألومنيوم ، أ رافعة شوكية مقذوف الإسكان المحرك ، أو غلاف محرك مضخة الألومنيوم ، يجب أن تلتقط عملية المواصفات هذه المعلمات المهمة لضمان قيام المورد بتسليم جزء مناسب للغرض:
- حجم إطار المحرك وتعيين IEC/NEMA: يحدد قطر التجويف، ودائرة مسمار الجرس النهائي، وخلوص بروز العمود، وأبعاد قدم التثبيت. ويجب أن يلتزم الجميع بالتفاوتات القياسية ذات الصلة.
- تصنيف الطاقة ودورة العمل: يحدد سمك الجدار لتبديد الحرارة والأحمال الهيكلية. يتطلب المحرك بقدرة 10 كيلووات الذي يعمل بالخدمة S1 (المستمر) تصميمًا حراريًا أكثر قوة من نفس الإطار عند الخدمة S3 (المتقطعة).
- تصنيف الضميمة IP / NEMA: يحدد متطلبات الختم التي تؤثر بشكل مباشر على هندسة الجرس النهائي، وأبعاد أخدود الحشية، واختيار أدوات التثبيت.
- بيئة التشغيل: تأكد من وجود التعرض للمواد الكيميائية، والغمر، والغسل، ومستويات الاهتزاز (منطقة الخطورة ISO 10816)، ونطاق درجة الحرارة المحيطة.
- سبيكة ومزاج: اذكر السبيكة المطلوبة صراحةً - لا تترك ذلك لتقدير المورد إذا كان التطبيق يتطلب قوة محددة، أو قابلية للتصنيع، أو متطلبات للتآكل.
- المعالجة السطحية والانتهاء: حدد نوع الطلاء والحد الأدنى للسمك ومعيار اختبار الالتصاق وأي متطلبات لونية. مرجع للمعايير المطبقة (MIL-A-8625 للأكسدة، ASTM B117 لاختبار رش الملح).
- التحمل الحرجة: اذكر استدارة التجويف (الدائرية)، وقطر مقعد المحمل وفئة الملاءمة (عادةً H7/k6 أو H7/m6)، وعمودية الوجه على محور التجويف - تؤثر هذه بشكل مباشر على عمر المحمل ومستويات الاهتزاز.
- الشهادات والوثائق: تتطلب تقارير اختبار المواد (MTRs) وفقًا للمعيار EN 10204 3.1 أو 3.2، وتقارير فحص الأبعاد، وشهادات معالجة السطح لكل دفعة إنتاج.
إن غلاف المحرك المصنوع من الألومنيوم المحدد جيدًا - سواء كان مصبوبًا للإنتاج بكميات كبيرة، أو مقذوفًا لمجموعة نقل الحركة للرافعة الشوكية، أو تمت معالجته خصيصًا لبيئة المضخة المسببة للتآكل - يوفر عقودًا من الخدمة الموثوقة مع الحفاظ على وزن النظام والمقاومة الحرارية والتكلفة الإجمالية للملكية عند أدنى مستويات يمكن تحقيقها.

















